




织布机投梭时间、投梭动程、开口时间的说明

有梭织布机的投梭时间、投梭动程、开口时间是进行织布机维修的基础知识,我们需要对织布机的投梭时间、投梭动程、开口过程进行认真的学习和了解,这样可以为以后的修机工作奠定坚实的理论基础,快速分析故障位置。
1.投梭时间是指织机在什么时候开始投梭,也就是投梭转子与投梭鼻什么时候开始接触。投梭时间通常用投梭开始时筘到织口或筘到胸梁内缘的距离来表示。
2. 投梭动程是指投梭棒推动皮结的作用动程,通常用它表示梭子所得速度的大小。

3. 开口时间,又称综平时间,它表示梭口开闭的迟早。开口时间一般也用综平时,筘到织口或筘到胸梁内缘的距离来表示。确定开口时间要综合考虑两个方面:一是要有较长时间的有效梭口。这里所说的有效梭口是表示梭子飞行时不碰经纱的梭口,它不但与开口大小有关,而且与座前后位置有关。另一方面,打纬时,经纱具有适当的不等张力梭口,使每次打纬形成正常织物。这两方面的要求是互有矛盾的。为了满足梭子飞行条件,如把开口踏盘满开静止角的平分点定在曲轴在后死心时,这样,有效梭口的时间长。但这种配置,综平时间恰好在打纬时。在此时打纬,上下层经纱张力差等于零,因此纬纱不易打紧,打纬区将扩大,甚至大到无法正常织制。反之,如果单纯考虑经纱张力差,必然会过分地缩减有效梭口的时间,这样对梭子飞行不利。

投梭时间、投梭动程、开口时间之间有密切联系。要合理确定这三个参数,首先是要合理选定开口时间。例如:当开口时间定为232毫米,即曲柄位置在274°处;投梭时间为232毫米,即曲柄位置为84°;投梭动程为195毫米,织机转速200转/分,制织23×21平布。这样配置当曲柄转到前死心0°时,梭口张开已超过80%,这样大的不等张力梭口,固然可以满足打纬的需要,但曲柄转到30°左右时,梭口已满口,而钢筘只从织口后退20毫米,梭子无法通过。一直要到曲柄转到120°时,走梭板上才出现有效梭口,而到230°时,有效梭口又开始收缩,实际上有效梭口只出现110°回转角时间。我们用闪光测定仪测算得上述工艺方案的梭子飞行轨迹,如图1-2曲线1所示。
它从84~120°,梭子行程为210毫米,这说明梭子进梭口时未受经纱挤压;84~230°,梭子行程为1240毫米,据测算,在这期间,梭子如要不受经纱挤压,需行程1400毫米以上。所以曲线1说明该方案梭子出梭口约有160毫米是受经纱挤压的。
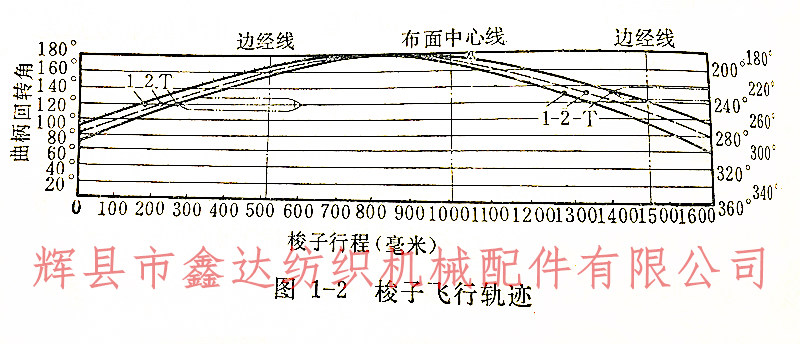
上图1-2曲线T就是保证梭子进出梭口不受经纱挤压的飞行轨迹。这一方案投梭动程相当大,因此投1机构的机物料损耗多,动力消耗大。
如果将开口时间定为229毫米(9英寸),即276°;投梭时间定为222毫米,即77°;投梭动程180毫米,在以上 同一台织机上使用,得出梭子飞行轨迹如曲线2所示:曲柄77°转至120°,梭子行程为240毫米。这说明梭子进梭口也未受经纱挤压。77~230°,梭子行程为1260毫米,说明出梭口也有140毫米行程受挤压。但这方案梭子动程减少了15毫米,这对减少机物料和动力消耗是有利的。
从以上几个工艺参数配置方案的对比,可见合理确定工艺参数的大小和经济价值。当然开口时间、投梭时间及投梭动程与梭子飞行之间关系很复杂,在实际生产中会随着车速、机器状况和织物品种而有变化。但有一点是肯定的,它们以开口时间为主导,投梭时间和动程作相应配合,目的是在满足打纬条件的前提下,尽可能延长有效梭口,保证梭子进梭口不受挤压,出梭口少受挤压,并力求减少机物料、动力消耗。调节三个参数时的注意事项有:
1.校正开口时间。按规定将梭子放在某侧梭箱,曲柄在上心附近,量好筘与胸梁内缘间距。将布辊放在布面,人蹲下扳松平纹踏盘螺钉(织斜纹织物拆下齿轮罩壳S34,扳松 开裂齿轮螺丝),使两个踏综杆A2×3平齐(斜纹织物按工艺规定的两片踏综杆平齐),再将螺丝固紧(斜纹织物再将罩壳装好),并仍将布辊放回原处。
2.校投梭动程。转动曲轴,使投梭转子把侧板Q12上的投梭鼻F4压到低位置,松开侧板帽套筒F1螺栓,调节侧板挂脚F6、F7下部螺钉,按工艺规定尺寸量准投梭板内侧与梭箱底板内端的距离,再扳紧侧板帽套筒螺母和固定侧板挂脚F6、F7下部螺钉。

3.校正投梭时间。将曲轴转到下心附近,按工艺规定尺寸,量准筘面与胸梁P3内缘之间的距离;略松投梭转子螺丝芯子F13螺帽,把投梭板拉到外侧,使投梭转子F11与投梭鼻F4之间刚开始接触,**再扳紧投梭转子螺丝芯子螺帽。为便于扳紧芯子螺帽,要在36牙和72牙之间垫入**轧块。
4.要先校正投梭动程,再校正投梭时间。两者次序不能颠倒,否则投梭时间校好后再校投梭动程,要移动侧板支点的位置,这样就会使校好的投梭时间又起变化。

5.在一般条件下,增加投梭动程,必然相应地增加梭子飞行速度。但在某些特殊情况下,例如当投梭鼻F4的弧形曲线磨损过多,侧板过软,侧板与侧板导板之间相互碰擦等,单纯增加投梭动程,并不能使梭子飞行速度有明显增加。因此修机时需要注意这些不正常情况,及时加以排除,并调整投梭动程。
 豫公网安备 41078202000454号
豫公网安备 41078202000454号